
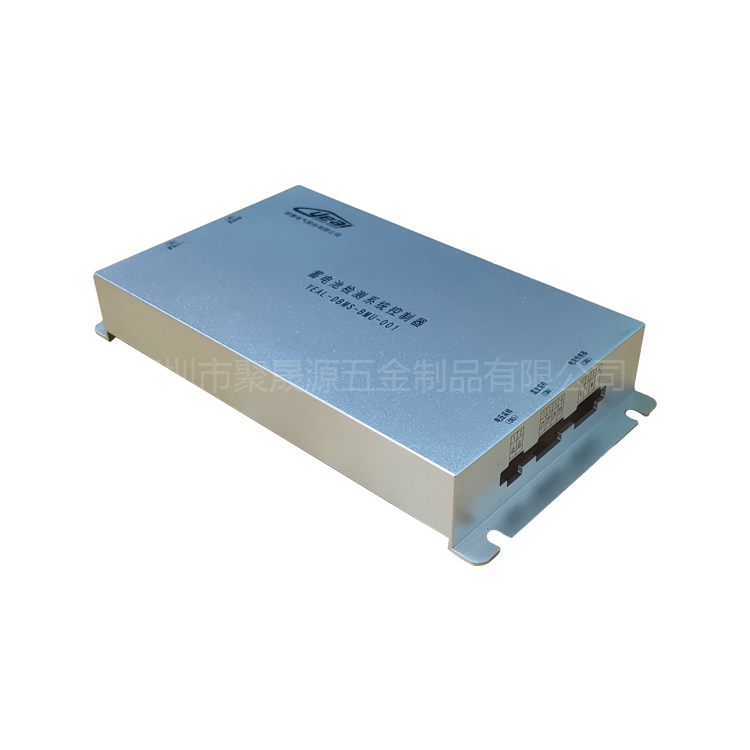
铝外壳具有哪些优点?下面小编为您讲解: 一、弹性系数小,碰撞摩擦不起火花,才汽车工艺中表现最佳。 二、并没有金属污染,没有毒性,表面氧化层没有挥发性金属。 三、相对于别的金属材质密度小并...[查看详情]
浏览次数 : 3475
CNC机械加工日常操作的注意事项有哪些? 20世纪40年代末,美国开始研究数控机床,1952年,美国麻省理工学院(mit)伺服机构实验室成功研制出第一台数控铣床,并于1957年投入使用。第一台cnc加工中心是1958年由美国卡尼-特雷克公司首先研制成功的。它在数控卧式镗铣床的基础上增加了自动换刀装置,从而实现了工件一次装夹后即可进行铣削、钻削、镗削、铰削和攻丝等多种工序的集中加工。...[查看详情]
浏览次数 : 3514
一、对于高密齿和舌比大的模具试模时,第一支铝棒必须是150-200mm的短铝棒或纯铝棒。 二、试模前,必须调整好挤压中心,挤压轴、盛锭筒和模座出料口在一条中心线上。 三、在试模和正常生产过程中,铝棒加热温度要保证在480-520℃之间。 四、模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以...[查看详情]
浏览次数 : 3170
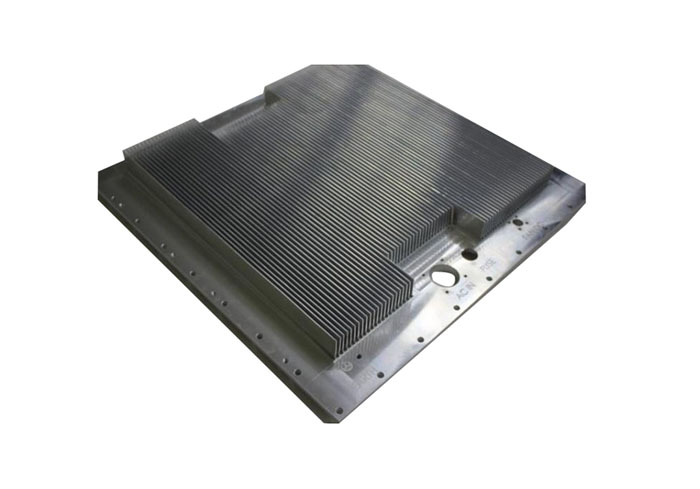
散热器不热,可能是下述原因之一: (1)阻力大,在并联系统中,私换 散热器可能发生这问题,阻力大,热水流量小,散热量降低; (2)热媒水温低,散热量就小,我们 散热器常用的标准散热量是指进水温度95℃,出水温度70℃,室温18℃下测定的,若进水温度70℃,出水温度55℃,室 温18℃时其散热量要低40%左右; (3)水压低,在并联系统的远端或高处,水压低,热水不足,散热量...[查看详情]
浏览次数 : 1873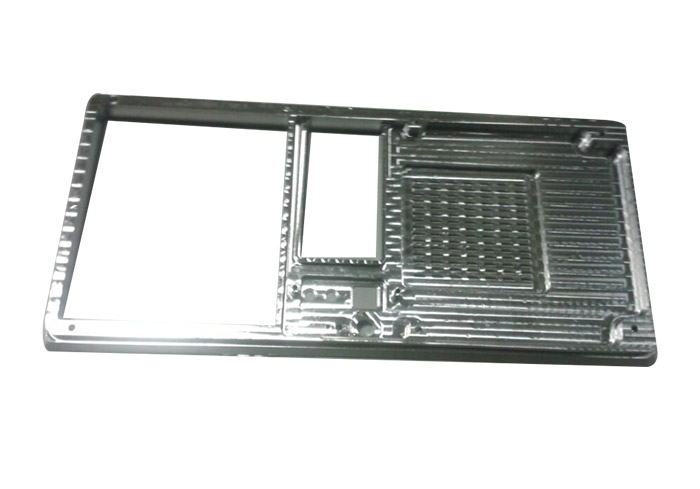
这是普遍用于现代散热中的优秀散热资料,业界大部份都运用6063 T5优质铝材,其纯度可到达98%以上,其热传导才能强﹑密度小﹑价钱廉价所以获得了各大厂商的喜爱。 根据Intel和AMD CPU的热阻值和其发烧量的考量,铝挤型厂商制定响应的模具,将铝锭加热到必然的温度下,使其物理形状获得改动,然后从模具中出来就获得了我们想要的各类散热片原材了;再将其进行切割﹑剖沟﹑打磨﹑去毛刺...[查看详情]
浏览次数 : 1682
铝型材外壳对截面形状有哪些要求?下面小编为您讲解: 一、型材截面应尽量对称,壁厚要均匀。这种损面在挤压时,常因材料受到的阻力及流动速度在厚薄处不同,形成刀形弯曲。 二、避免带尖角的截面。 三、在设计带舌片的截面时,应尽量使舌片根部尺寸放大。 四、必须避免空心截面。 五、型材截面应避免宽厚比过大。[查看详情]
浏览次数 : 1852
铝型材在选购时有哪些注意事项?下面小编为您讲解: 1、查看产品出厂合格证,注意出厂日期、规格、技术条件、企业名称和生产许可证编号。 2、仔细察看产品的表面状况,产品应色彩鲜亮,光泽好,表面不能有明显的擦划伤、气泡等缺陷。 3、一定要注意产品的壁厚,门、窗料的产品厚度应不小于1.2mm。 4、注意产品表面涂层的厚度,阳极氧化产品的膜厚不低于10μm,电...[查看详情]
浏览次数 : 1615














 粤公网安备 44030602002575号
粤公网安备 44030602002575号